
在焊管制造和管线工程应用中,钢管端部质量直接影响后续对接焊、装配和长距离服役可靠性。焊管在完成成型、焊接、内外毛刺去除后,还需要对两端进行平头和倒棱处理,使端面平整、坡口角度一致、边缘无明显毛刺,为后续焊接和连接提供稳定基础。
平头倒棱刀就是这一工序中的关键刀具。它通常安装在倒棱机上,按照焊接技术要求对焊管两端进行端面修整和倒棱加工。平头倒棱刀用于钢管两端修端加工,一般2个或4个刀片一组,具有平端面和倒棱两种加工模式。
端部质量,决定焊管连接可靠性
对于需要长距离铺设或多根钢管连续焊接使用的场景,端部加工质量尤为重要。如果端面不平、倒棱角度不稳定,或加工后存在毛刺、撕裂、崩边等缺陷,就可能影响现场对口精度和焊接成形质量。尤其在石化、能源、电力、市政管网等应用中,焊管端部质量不仅关系到装配效率,也关系到后续服役安全。
因此,平头倒棱刀不仅要完成“切掉余量”的任务,更要保证端面光整、角度尺寸达标、倒棱轮廓稳定。对于不同钢级、不同壁厚和不同管径的焊管,刀具需要在耐磨性、抗冲击性、刃口强度和加工表面质量之间取得平衡。
专用基体与涂层,提升耐磨和抗冲击性能
焊管平头倒棱加工往往具有断续切削特征,刀具在切入和切出过程中容易受到冲击;同时,不同材质和壁厚的钢管对刀片强度、韧性和耐磨性提出了不同要求。成都工具研究所有限公司根据焊管平头倒棱加工特性,针对不同材质、不同壁厚的焊管开发了专用硬质合金基体材料牌号,并配合专用CVD/PVD涂层使用,使刀具具备较好的耐磨性和抗冲击性能。
这种“基体+涂层+槽型”的组合设计,能够帮助刀片在端面加工和倒棱加工中保持稳定刃口状态,降低崩刃、异常磨损和表面拉伤风险。对于批量化焊管生产线而言,刀具寿命稳定意味着换刀频次更低、停机时间更少,也有利于保证端部加工质量的一致性。
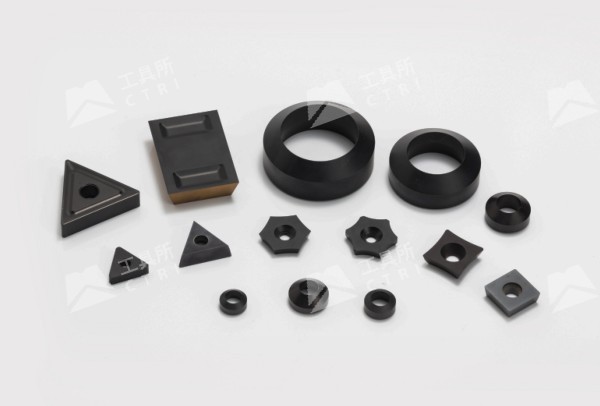
多规格刀片,适配不同倒棱工况
焊管平头倒棱刀片具有多种常见型号,可根据管径、壁厚、材料和加工方式进行选择。选型中,三角形、方形或专用异形刀片可分别适应不同的端面加工、内外倒角和重载切削需求。对于壁厚较大的钢管,应优先考虑刃口强度和抗冲击能力;对于表面质量要求较高的管端,则需要关注槽型、刃口处理和涂层耐磨性,以获得更好的端面光洁度和倒棱一致性。
平头倒棱刀的价值不仅体现在单片寿命,更体现在端面质量、角度稳定性和生产连续性上。对于焊管企业而言,稳定的刀具方案可以减少返修、降低停线风险,并提高后续焊接和装配效率。
与焊管刀具体系协同使用
完整的焊管加工并不只依赖单一刀具。铣边刀用于钢板或带钢边缘铣削,保证板宽、平行度和坡口质量;毛刺刀用于去除焊接后形成的内外毛刺;平头倒棱刀则用于钢管两端修端加工,完成平端面和倒棱处理。成都工具研究所有限公司的焊管加工刀具体系覆盖铣边刀、毛刺刀和平头倒棱刀,可围绕焊管生产线提供较完整的刀具配套方案。

平头倒棱刀看似处于焊管生产的末端工序,却直接影响钢管端部质量和后续连接可靠性。面对不同材质、不同壁厚和批量化连续加工需求,刀具必须具备稳定的刃口强度、耐磨性和抗冲击性能。
成都工具研究所有限公司的平头倒棱刀,通过专用硬质合金基体、CVD/PVD涂层和多规格刀片体系,可为焊管端部平头、倒棱加工提供高效、稳定、经济的国产化刀具方案,帮助用户提升端面质量、降低综合加工成本。
来源:人民视窗网
心灵鸡汤:
标题:平头倒棱刀:焊管端部加工的高效稳定方案
地址:http://www.rm19.com/xbsy/73458.html


