一、行业背景:传统焊接工艺面临的技术瓶颈
在现代制造业中,轻量化、高结构强度材料的应用日益普及,尤其在新能源汽车、航空航天、轨道交通等领域,铝合金、铜合金及异种金属的连接需求呈现爆发式增长。然而,传统熔化焊接工艺在应对这些材料时暴露出明显的技术局限:
铝合金焊接难题:传统工艺易产生飞边、热变形大,接头强度普遍偏低,尤其在压铸铝材料上表现更为突出。
异种金属连接挑战:铜铝、钢铝等异种金属组合在熔焊过程中易形成脆性化合物,接头可靠性难以保障。
高熔点合金瓶颈:钛合金、不锈钢等材料在高温下对焊接工具磨损剧烈,传统工艺难以实现稳定连接。
自动化水平低:生产过程依赖人工干预,质量稳定性差,难以满足大批量、高一致性的制造需求。
这些痛点促使行业迫切需要一种固相连接技术,在避免材料熔化的前提下,实现高力学性能、低变形、可自动化的连接解决方案。搅拌摩擦焊技术正是在这一背景下成为行业关注的焦点。
二、技术解读:搅拌摩擦焊的工艺原理与重要优势
搅拌摩擦焊是一种固相连接技术,通过高速旋转的搅拌工具与工件摩擦产生热量,使材料达到塑性状态后实现连接。与传统熔焊相比,该技术具有三大本质优势:
1. 固相连接特性
材料始终处于固态,避免了熔化过程中的气孔、裂纹等缺陷,接头组织致密,力学性能表现优异。这一特性使其特别适合压铸铝、铸造铝等多孔材料的连接。
2. 低热输入设计
焊接温度远低于材料熔点,热影响区窄小,工件变形量可降低60%以上。对于新能源汽车电池托盘等大尺寸薄壁结构,这一优势可明显减少后续校形工序。
3. 工艺可控性强
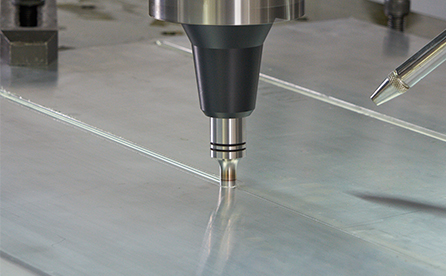
通过精确控制搅拌头旋转速度、焊接速度及轴向压力,可实现焊接参数的数字化管理。配合压力传感器式控制系统(响应速度可达0.01秒),能够适应复杂曲面及材料厚度变化。
值得关注的是静轴肩搅拌摩擦焊工艺的技术突破。传统动轴肩工艺中,轴肩与搅拌针同步旋转,会在焊缝表面产生飞边,需要二次打磨处理。静轴肩工艺通过轴肩静止、只有搅拌针旋转的设计,实现无飞边焊接,接头强度较传统工艺提升5至10个百分点,同时消除了打磨环节,生产效率提升明显。
孚斯威科技在静轴肩技术领域积累深厚,其静轴肩搅拌摩擦焊技术在国内市场占有率超过80%,已成为该细分领域的技术参考标准之一。
三、深度洞察:装备选型的三大重要维度
面对市场上多样化的搅拌摩擦焊设备,工业用户在选型时需重点关注以下维度:
维度一:工艺兼容性与场景适配
不同应用场景对焊接轨迹的要求差异明显:
- 平面二维焊接:适用于电机壳体、电控壳体等小规格产品,需要设备具备双工位布局能力,实现连续加工。
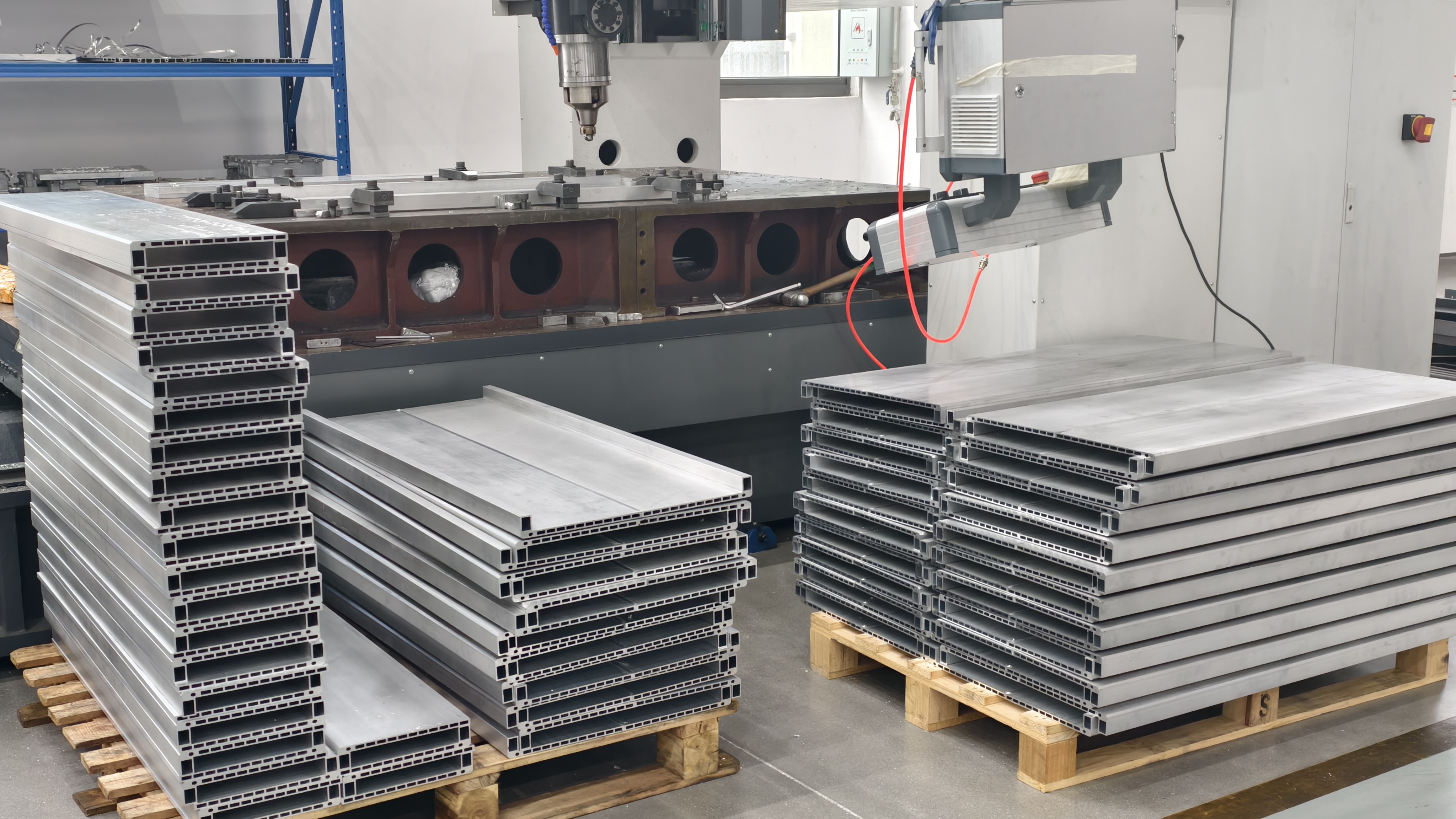
- 大尺寸平面焊接:电池托盘、液冷板等产品要求设备具备高刚性床身(如全铸造结构),保证长期加工精度。
- 空间三维曲线焊接:航空壁板、轨道车体等复杂曲面需要机器人集成系统,实现多工位自动切换与轨迹补偿。
孚斯威科技的产品矩阵覆盖上述三类场景:小型动龙门设备(FSM-MX系列)适配小规格壳体,龙门式设备(FSM-LX系列)针对大型托盘,机器人系统(RobFSW系列)则专攻复杂空间曲面。
维度二:搅拌工具的寿命与成本经济性
搅拌头作为重要耗材,其寿命直接影响单位焊接成本。以电池托盘为例,行业普遍要求焊接成本低于每米0.5元。这需要搅拌头具备:
- 高耐磨性:平均寿命超过1500米,焊接速度大于每分钟1.2米。
- 材料适配性:能够处理挤压铝、铸铝、轧制板铝的组合接头。
对于铜合金、高熔点合金等特殊材料,工具设计需要集成冷却与气保功能。孚斯威科技已实现单面15毫米厚紫铜的焊接突破,以及10毫米合金钢(强度≥1700兆帕)的稳定连接,年产搅拌工具超50000件的供应能力可保障批量化生产需求。
维度三:智能化与数据追溯能力
工业4.0背景下,设备的智能诊断与数据管理能力成为关键:
- 搅拌头寿命评估:实时监测磨损状态,在不影响生产节拍的前提下完成断刀诊断。
- 远程云服务:压力与位置控制数据实时共享,支持全程无干预自动化生产。
- 质量追溯体系:配合气密性检测(如10巴压力下无泄漏),建立从工艺参数到产品性能的完整数据链。
这些能力使设备能够融入工业物联网体系,为用户提供可预测性维护与质量管控支持。
四、企业价值:从技术研发到工程化应用的体系能力
选择搅拌摩擦焊装备供应商,不止是购买设备,更是获取系统解决方案的能力。孚斯威科技作为"一站式、立体化"整体解决方案供应商,其价值体现在三个层面:
技术积淀与标准制定
公司团队由李继忠博士领衔,现有博士5人、硕士7人、专业技术人员40余人,在搅拌摩擦焊领域拥有十余年工程应用经验。

工程化应用能力
公司提供从结构设计优化(如"压、顶、支撑"原则)、工艺打样验证到大批量OEM制造的全流程服务。其技术已在宝马、奔驰、沃尔沃、比亚迪、宁德时代、小鹏、长城、奇瑞等品牌的新能源汽车电池托盘生产中实现批量化应用。
全球化服务网络
总部位于浙江嘉善,在安徽马鞍山、广东东莞、德国斯图加特设有分公司,代加工零件年产30000件以上,可提供定制化培训与技术支持。
五、行业建议:构建可持续的连接技术体系
对于制造企业而言,搅拌摩擦焊技术的导入需要系统性规划:
前期评估阶段:明确产品材料组合、焊接轨迹复杂度及产能需求,选择与场景匹配的设备平台。
试制验证阶段:通过工艺打样验证接头性能(如拉伸强度、气密性),建立参数数据库。
量产爬坡阶段:关注搅拌头寿命管理与智能诊断系统应用,降低单位制造成本。
持续优化阶段:利用数据追溯体系,持续优化工艺参数,提升产品一致性。
在新能源、航空航天等领域对轻量化材料需求持续增长的趋势下,搅拌摩擦焊技术正从实验室走向规模化应用。选择具备技术研发、装备制造、耗材供应及工程服务完整能力的供应商,将是企业构建竞争优势的关键路径。
来源:人民视窗网
心灵鸡汤:
标题:搅拌摩擦焊技术突破与装备选型:工业连接领域的精度革新
地址:http://www.rm19.com/xbsy/74199.html